PELLETS - straight sided, hollow base, sWC shoulder, ideal for spring-air and lower pressure guns. They can have any weight.
SLUGS - smooth ogive projectiles without a step, which can have almost any base shape, any weight, and typically use a 2-S tangent ogive.
Within the SLUGS group, we also have two categories:
SOLID OGIVE - these are similar to the popular NSA slugs and can have a hollow point or solid tip depending on one punch, and are made in one die.
HOLLOW OGIVE - these are similar to the popular FX slugs and are made in two dies, first a large hollow cavity die and then the point former.
The main advanate of the HO (Hollow Ogive) design is that you can make lighter weight in the same length. It also expands faster and at lower velocity.
All dies are adjustable for weight.
The standard shapes and diameters are standard because they have proven to be most accurate in the widest variety of guns. If you don't have a good reason to enter custom parameters, it is both cheaper and faster if you select the standard combination listed from the drop down menu. This means you can leave all the entry boxes blank (they are for entering custom sizes).
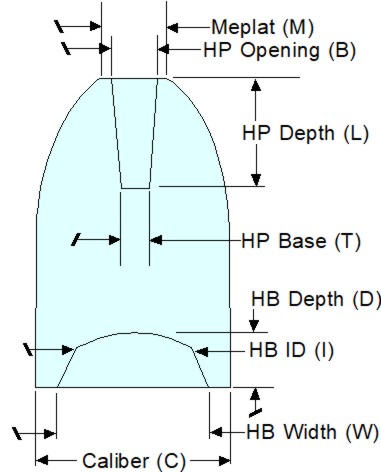
(Select the image below for detailed information:)
Please note that the Meplat (M) is the diameter of the ejection pin, and the Hollow Point opening (B) is actually the "Base" of the projecting "probe" of the ejector pin. The smallest part of the hollow point (T), at the bottom or base of the hole, is actually made by the Tip of the probe.
You can change the ejection pin for one without any probe on the end. If you do, then you will have a flat tip bullet without a hollow point. The diameter or meplat at the tip of the bullet will be, of necessity, the same diameter as the ejection pin. The "pin" is called PUNCH-I (insert) because it fits into a punch head with a set screw.
It is a precise length, to match the particular die cavity depth. That is so the end of the pin comes exactly to within 0.001 inch of the end of the die cavity.
If you
were to use too long of a punch, the hollow point would be the size of the ejection pin for however far the pin projected into the die cavity. The problem with using the
full pin diameter as a hollow point is that it leaves a paper-thin edge around the hole. This makes a fragile bullet nose that is easily bent in handling or loading.
The differentce between the dimension (B) or base of the HP probe, and the dimension (M) or meplat (size of ejection pin) should allow at least .015 inches per side, or a
total of around 0.030 difference in diameters, to provide a strong enough margin around the hole.
The shape of the tip of the ejection pin probe for a hollow point cavity can be flat, sharp, rounded, whatever you wish. Or you can leave any or all of the dimensions except for caliber up to the die makers, if you do not have a particular preference. If you do not specify any of the dimensions or shapes, it will be taken for granted
that you will be willing to accept the standard or most popular shape and dimensions for the caliber you specify. So you do NOT need to know the specifications to order. But if you DO know them and want specific dimensions, you MUST specify them so we know what you want. If you order without specifying a dimensions, the die is NOT returnable
simply because the dimension provided isn't something else! There is no warranty regarding clairvoyance or remote mind reading: only the dimensions specified are guaranteed.
Round noses are a general group, not a specific shape. Typically they are all elliptical shape, where the curve constantly changes angle and crosses the centerline (at the tip) at a perpindicular to the centerline. Elliptical ogives are measured in length from the full diameter to the tip, along the centerline. A 1/2-E nose is a perfect half ball.
A 3/4-E ogive is more football shaped, 3/4 of a caliber long (if extended beyond any flat tip that would cut the OAL shorter).
Tangent ogive shapes are a segment of a circle, which has a radius equal to the -S (spitzer) number. Spitzer is just a term for "sharp".
The curve of a tangent ogive starts parallel to the centerline, but half of a caliber from the centerline. The curve goes to the centerline and then is mirrored on
to complete the drawing. Rotating this drawing to create a solid produces the 3-D image that looks like the bullet. The curve length is given in calibers, so a 1/2-S ogive
is exactly the same as the 1/2-E ogive: both are perfect half ball noses. But a 3/4-E spitzer is just barely longer with a tiny point. A 2-S ogive is a typical pointed
pellet shape, with 4-S and 6-S being reserved for longer and heavier slugs. Most jacketed rifle bullets are about 6-S ogive. The length along the centerline grows progressively
shorter with each increasing change in the arc length, until by the time you reach 10-S, 12-S, 14-S etc. the difference in length is very hard to see. But between 1-S and 2-S the
difference in linear length, along the centerline, is much larger. For more details on design see Corbins.com web site.
The dimensions for the hollow base are of course up to you also. If you want a different shape, or a flat base, you can select a standard from the list or you can send a
sample or drawing for a custom shape. Even exotic special shapes with a post in the cavity or other special features can be ordered, but to do so we need a drawing with dimensions specified. Any dimension that is not called out on paper is deemed to be up to the die maker. Also, if the dimensions specified do not "add up" or contradict reality, such as when a person specified an angle, a minimum cavity dimension and a maximum cavity dimension that conflict, the order will be delayed until the conflicting dimensions are resolved. Cavity depth and diameters at top and bottom determine the angles. The margins or "skirt thickness" at the base should not be less than about 0.015 inches, in order
to allow enough strength for handling and loading. Actual skirt thickness controls the expansion at a given pressure.
Low pressure spring air guns tend to require slightly
smaller diameter pellets, with thinner skirts, in order to reduce friction and seal pressure. PCP high pressure air guns shooting the same bullet would probably flare the base
as it emerged from the barrel, due to higher exit pressure, causing inaccuracy. Or the thin skirt might be ripped off in the bore. Matching thickness to pressure, as well as
diameter (C) to the bore and expected pressure level, is a matter of experience with the particular gun: if you have something that works now, that is a good guide or starting
point. Fortunately the base is changed at relatively low cost with just a punch, so you can match different guns.
The caliber size can be made slightly less with a draw die
or bullet reducing die, if you find that a particular gun works better with a pellet that is a couple of thousandths of an inch smaller. Relatively low cost BRD-1- bullet reducing dies can leverage your investment in the PF-1- type dies by using one larger size bullet and then reducing it a few thousandths for different guns, pressures, and bore sizes.
EXPORT RESTRICTIONS: We can ONLY ship to USA locations, Canada, or the UK at this time! Note: 3.5% Bank Card Processing Fee added by Card Processing Service. VCC Number is required for security: send by email with order number.




























We group airgun projectiles into two classes:






























Round noses are a general group, not a specific shape. Typically they are all elliptical shape, where the curve constantly changes angle and crosses the centerline (at the tip) at a perpindicular to the centerline. Elliptical ogives are measured in length from the full diameter to the tip, along the centerline. A 1/2-E nose is a perfect half ball. A 3/4-E ogive is more football shaped, 3/4 of a caliber long (if extended beyond any flat tip that would cut the OAL shorter).