|
|
|
Rod insert for S-type Internal Punch
|
| |

|
Quantity in Basket:
None
Catalog No.: PUNCH-SI
Price: $55.00
Shipping Weight: 0.10 pounds
Sorry, we are no longer taking orders for the Rod insert for S-type Internal Punch on our legacy website. Please visit our new website at Corbins.com for all future orders. Any question/concerns you can reach us at sales@corbins.com Thank you
|
| |


This is a rod inserted into a punch head, and held with a set screw. It is used as a replacement part for point forming die ejection punches for the TIP seating/forming type of dies (two different kinds of punches) OR as a hollow point or flat tip ejector punch in a PF-1-SP pellet swage die, or a PF-1-SB bleed-hole lead swage for black powder or lead bullets.
IMPORTANT!
Do NOT order this part for a standard PF-1-S point forming die. They use the EJECT-S ejection pin wire, which is far lower cost. They come in a pack of five. This pin is only for the synchronized pressure sealing PF-1-SP, PF-1-SB, PF-1-SL, and similar special versions of the point former that shape the end of the meplat at the same time as the bullet is formed. For standard point forming dies, order the EJECT-S in the diameter marked on the end of your die (such as .091 or .081, etc).
For the pellet swages and other lead flat tip or hollow pointed bullets, only a flat tip or "probe" HP tip punch is used. Ignore the information about metal tip inserts because that is a set of two punches for the PF-1-ST die.
For the ULD-TIP and PIN POINT dies, there are three important pieces of information required.
- First is the type of punch, either the cavity-forming type with a projection on the tip, or the tip-ejecting type with a cavity machined in the end.
- Second is the diameter of the rod, which must fit the hole in the threaded end of the die. This number is marked on the die as a decimal such as .157 or .161 (or other size).
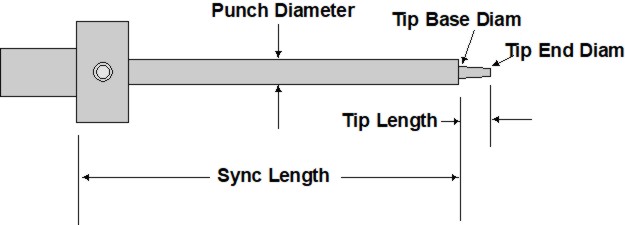
- Third, for the cavity forming punch, the sync length of the punch relative to die cavity is important. This is actually two different numbers, one related to the overall length of the die and the other to the position of the punch within a particular die's cavity. Both are are written on the die and the punch head. For the numbers will be an integer (whole number) with a 3 digit decimal, in most cases.
Length is critical for the punch with the projection on the end, not critical for the second or ejector as it does not have to project into the cavity a specific amount.
The ULD-TIP style works for the TIP-30 and TIP-50 style ULD inserts. The PIN POINT style works with the PIN POINT TIP-45 style 25-degree nose cone inserts, which are used for making shorter length high BC bullets from 9mm to .510 caliber, but are especially useful for the .45 caliber air gun, muzzle loader, and short cartridge rifle rounds like the .450 Bushmaster. The two kinds of tips use different punch shapes and dimensions, so be sure to select the correct one for your application.
If you are NOT using a metal tip insert with the punches, then select either the HP (hollow point) or the solid tip ejector type.
The sync numbers are still important. For a HP forming punch, three other dimensions matter. They are the base, tip, and length of the punch tip, which translates in the bullet to the opening diameter, the inside cavity diameter and the depth of the HP cavity. These numbers are not used with the metal tip insert punches, since those are fixed and have to be matched to our tips to work at all.
NOTE:
TIP INSERT punches are for use with Corbin's ULD or PIN-POINT tips only. They may or may not work with other inserts, polymer tips, etc., so if you order them for that purpose, be aware that they are not designed for anything other than the metal tips available from Corbin. The sync length is critical to position the cavity forming punch at the right place in relation to the bullet tip. Those numbers are engraved on the original punch and on the die, which are fitted and matched individually for a seamless junction of the ogive and tip. Unlike ordinary point form dies which do not insert tips or pressure seal at the bullet meplat, these punches must perfectly match the depth of the individual die cavity and hold very high pressure. The fit and length matters.
HOLLOW POINT forming punches are also critical in fit and length. But the actual HP dimensions are up to you within certain practical limits. As a general guide the diameter of the punch must fit the hole in the top of the die closely, and is not subject to individual preference once you have the die itself. But the HP dimensions are up to you. Try to leave at least a 0.020 difference between the diameter of the punch itself (which is the meplat or flat end diameter on the bullet) and the start of the HP opening (HP base or opening diameter). This provides support at the tip of the bullet, so it won't be too fragile for handling and loading.
The depth (or tip length) on a HP punch is stronger and less likely to be broken when it is larger and shorter. Long, thin HP cavities require the same shape in the punch tip. This makes them easier to break and harder to free from the bullet. Longer punch tips are more easily damaged, since side torque have more leverage against them than on a shorter tip. One way to reduce the chance of damage (snapping off the tip) is to make certain that the core or lead slug going into the die has a nice flat end, or else has a sort of "center punch" hole to help start and align the tip of the HP punch. This can be done by preforming the slug using a core swage die with a punch having a centered "tip" that is short and fat, to make a starting hole in exact center. It isn't usually necessary, but if you design a very long thin HP it may provide better punch life and less chance of snapping it off.
Normally the only thing that breaks off the punch tip is getting material beside it during forming, instead of driving it straight in. A ball or an angled end on the lead can go up alongside the projecting tip on the punch, and wedge it with high leverage to one side. The hardened punch is not intended to be flexed, and will snap. Usually the solution is to use as flat an end on the slug as possible, or even a little dimple to center the punch, if you are pre-swaging the core or casting it. When cut from lead wire and used directly, with no preswage, it is best to use stronger, shorter and larger HP cavities. Or, push the slug into the die part way and then eject and turn it over, so the base becomes the nose end. The base punch usually pre-flattens the end somewhat and helps get rid of any angled cut.
|
Related Item(s)
|
Code
|
Name
|
Price
|
Availability
|
|
|
PUNCH-ST
|
Punch, Internal PF for tip seating, -S
|
$84.00
|
Check at Corbins.com
|
|
PUNCH-HT
|
Internal punch for TIP seating/ point form dies
|
$84.00
|
Check at Corbins.com
|
|
PF-1-ST
|
Point Form/Tip Seater, -S
|
$439.00
|
Check at Corbins.com
|
|
TIP-30-5
|
ULD Tips, size 30, pk/500
|
$120.00
|
Check at Corbins.com
|
|
TIP-50-5
|
ULD Tips, size 50, pkg/500
|
$130.00
|
Check at Corbins.com
|
|
EJECT-S
|
Replacement Ejection Pins, -S, Pkg/5
|
$12.00
|
Check at Corbins.com
|
|
EJECT-H
|
Replacement Ejection Pins, -H, pk/5
|
$12.00
|
Check at Corbins.com
|
|
EJECT-R
|
Ejection pins, pk/5 .081, for PF-1-R
|
$12.00
|
Check at Corbins.com
|
|